Flexotisk
- Přímá technika tisku z výšky - podobně jako u knihtisku
- Tisková barva je nanášena přímo na potiskovaný materiál z povrchu elastické formy (zpravidla fotopolymerové).
- Flexotisk vznikl koncem 19. století a je primárně určen na obalovou techniku. [historie]
- Na tiskovou formu je barva nanášena v požadovaném množství prostřednictvím rastrového válce
- Povrch tohoto válce má rovnoměrnou strukturu jamek nebo kalíšků definovaného objemu
- Barvy používané pro flexotisk musí vyhovovat řádnému nánosu tisko. formy z jednotlivých kalíšků
- Tomuto požadavku vyhovují nízkodisporné (řídké) barvy
- Flexotisk je jednou z nejrozšířenějších tiskových technik. Zástoupení flexotisku na celkovém využití svých tiskových technik je na 50%.

Historie
Flexotisk vznikl koncem 19. století v USA, přičemž se již od počátku používal k potisku levných obalů. Byl podceňován pro málo kvalitní potisk. Pro tisk se používaly gumové ručně vyřezávané knihtiskové válce, podle čehož se technika nazývala gumotisk. Později se nazývala anilinovým tiskem podle používaných anilinových barev. Dnešní název flexotisk, nahradil dříve používaný termín flexografický tisk.
Pružná gumová tisková forma a nepříliš přesné dávkování barvy však měly za následek viditelnou deformaci tiskového obrazu a tím výrazně nízkou kvalitu. Rozkvětu se flexotisk dočkal až po zavedení aniloxivého (rastrového) válce, který vyřešil problém přesného dávkování tiskových barev.
Postupně byla vyvýjena další barviva použitelná ve flexotisku na lihové a i vodní bázi, avšak z důvodu rychlejšího zasychání, převládaly barvy lihové. Ke zlepšení kvality tisku přispěl také vynález fotopolymerní tiskové formy, jež odstraňuje četné nedostatky zaviněné deformací pruzné gumové formy.
V dnešní době je flexotisk technikou rotačního tisku schopen potisknout nejširší paletu různých materilálů.
Tiskové formy
Ve flexotisku se použíjí elastické (pružné) tiskové formy.
Reliéf vzniká odstraněním materiálu na netisknoucích místech.
Z hlediska materiálu, ze kterého jsou vyrobeny
Z hlediska tvaru
- Běžně se připravují v podobě rovinnových štočků.
- návleky / sleeve
- kompaktní válec
Pro jejcih montáž na formový válec se využívá lepící folie, příp. .se štočky připevňují na návleky, které se s nalepeným štočky nasazují na formový válec s využitím vzduchového polštáře, vytvářeného stlačeným vzduceh,
Obraz se na TF nanáší analogově přes filmoovou kopírovací předlohu nebo po jednotlivých bodech přímo na základě digitálních podkladů CTP.
Mohou být 1 či více vrstvé. Tyto tiskové formy přispeňují na plášť formového válce buď pomocí oboustraných lepícíh folii nebo prostřednictvím návleků (sleev)
Technologie spracování tisk. form. pro flexotisk
- zejména lasery pro přenos dat na foto polymerní desku a lasery pro přímé gravírování (vypalování dat pro tiskové formy pomocí laserového paprsku)
- vhody gravírování - odpadají všechny vedlejší procesy (osvit, mytí, sušení)
- nižší investiční náhlady (tvoří pouze samotný laser)
- vysoká přesnost výroby, úspora času
Moderní příprava tiskových forem pro flexotisk
- Tato technologie je ekologická (vymývání fotopolymeru je nahrazeno termickým spracováním).
- Toto tepelné spracování se používá i pro digitální fotografickou desku.
- Další způsob je spracování fotopolymerů laserem, kdy grafický motiv je laserem vypálen do vrstvy. Která je pevnou součástí vzorové fotopolymerní vrstvy. Tato technologie je stará asi 10 let.
- Stroje využívající digitální technologie, spracování fotopolymerních desek musí být vybaveny výkoným laserem.
Rastrové plochy jsou pod urovní plných ploch, což zabraňuje jejich deformací
Pryžové tiskové formy
Používá se vysoce elastická pryž (guma, rubber) zhotovena s minimálním množstvím síry tzv. vulkanizací.
Na očištěnou laminátovou nebo kovovou formu nanesu lepidlo a několik vrstev vulkanizační směsi. Následuje zapečení za zvýšeného tlaku - vzniká bezešvý potah, který se zabrousí na požadovaný tvar. Po té se motiv do tohoto štočku vypaluje laserem.
Způsob přípravy pryžových forem se vyvýjel od ručního vyřezávání jednoduchého motivu přes vulkanizaci štočku v matici (při teplotě 145°C po dobu asi 10 minut.)
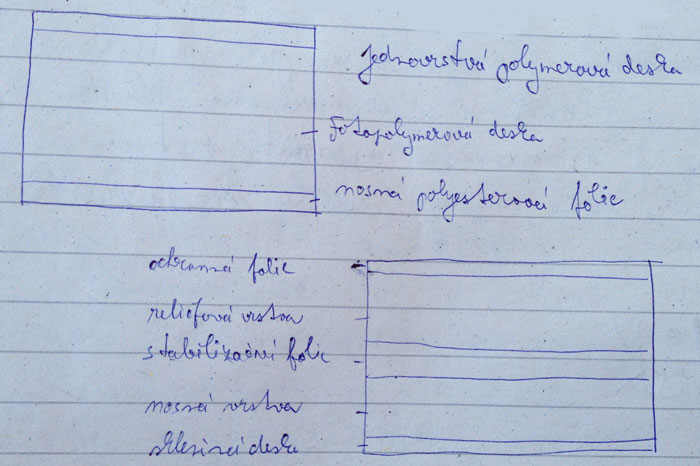
Fotopolymerní tiskové formy
{kind=link}
Zejména se uplatňovali fotopolymerní tiskové formy - rok 1960 firma DUPONT.
Příprava TF z fotopolymerních desek má dvě hlavní stadia:
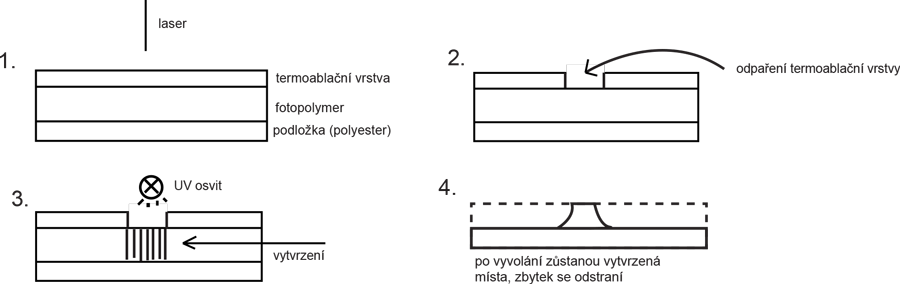
1. Přenos obrazu
Lze provést klasicky UV osvitem přes negativní filmovou kopírovací předlohu. Více používanou technologii je ale LAMS nebo CDI (Cyrel® Digital Imaging). Tento systém spočívá v nanesení tenké termoablační vrstvy na fotopolymer (tato vrstva je černá). V místě dopadu laserového paprsku dojde k jeho absorbci termoablační vrstvou. V tomto místě vzniká teplo a vrstva se odpaří.
2. Vyvolání obrazu
Následuje osvit a vyvolání
Fotopolymerové desky dodává řada firem (Basf, DuPont, Asahi, Torai). Současná nabídka je asi 60 druhů pro všechny druhy zpracování. Dodávají se v různých formátech a tloušťkách.

Rozsah tónových hodnot soudobích fotopolymerních desek je cca. 1 - 95% rast do 60 linek/cm.
Optimální osvitové vyvolávací časy doporučuje výrobce a jsou individuální podle druhu fotopolymerní desky. Dodávají se také kompletní fotopolymerové válce pro "nekonečný tisk".
O typu použité fotopolymerní desky rozhodují zejména druh potiskovaného materiálu, sílu fotopolymeru ovlivňuje průměr formového válce a síla lepící fólie, hloubka reliéfu je závislá na druhu potiskovaného materiálu a velikosti netisknoucích ploch.
Fotopolymerní tiskové desky se vyznačují velmi vysokou výdržností, řádově 500 000 až maximálně 1 500 000 výtisků podle typu potiskované ho materiálu. Rozhoduje abrazivita - brusná schopnost papíru. Nižší výdržnost vykazuje například fotopolymer při potisku papíru, při potisku plastových fólií pak výdržnost dosahuje až 1 500 000 výtisků. Fotopolymerní desky nebo válce jsou dodávány jak pro analogovou, tak také pro digitální technologii zhotovování tiskové formy (laserové rytí).
Kapalný fotopolymer
Kapalné fotopolymerové kompozice se používají nepoměrně méně, také jejich výroba je komplikovanější.
- Viskozní směsi zpracované na tuhé fotopolymerní štočky pomocí speciálního zařízení
- V expoziční jednotce se připraví vrstva fotopolymeru a UV-A zářením se exponuje
- Po expizici se v dalším zařízení odstraní neexponovaný nezreagovaný fotopolymer, který potom může být doplněn novým a použit znovu
- Ve vymývací jednotce se štoček zbaví zbytku fotopolymeru směsi teplé vody, tenzidu a odpěňovače
- Následuje dokončení UV-A osvit, usušení teplým vzduchem a nakonec UV-C osvit odstraňující povrchovou lepivost.
- Většinou se tyto štočky používaj ípro tisk vodovými barvami, existují ale i sytémy vhodné pro barvy rozpouštědlové
- Štočky z kapalných fotopolymerů se používají k potisku vlnité lepenky, papíru a flexibilních obalů
Tiskové stroje
Od počátku byl určen k tisku obalů tiskovými stroji, které vycházely z knihtisku a pracují až po současnost jako kotoučové, které převažují. Archové zde nenašli uplatnění.
Kromě tlakového válce válce může mít flexotisková jednotka dva válce (aniloxový a formový), příp. jedště třetí (ponorný válec). Přebytek barvy se z aniloxového válce zpravidla stírá stěračem, dnes většinou negativním nebo komorovým.
- Počátek 50. let začal vývoj flexotiskovích strojů s centrálním protitlakovým válcem, určených potisku folii umělých hmot
- 60. léta stroje začínají být vybavovány přídavnými zařízeními s automatizačními proky
- v posledních letech (součastnost) je do nich zaváděna elektronika pro plnou automatizaci jednotlivých výrobních cyklů a počítačového zařízení, tisk. stroje
- obr. hlavní elektormotor pohání centrální ozubené kolo, které je pevně spojeno s centrálním protihlukovým
- kolo ozubené pohání válce všech tisko. jednotek
- stroje s tímto systémem je možné potiskovat velmi tenké folie s …
- další konstrukčním řešením je, že každý tisk a rastr. válec má svůj vlastní elektromotor
- výhoda: lepší kvalita tisku
- tyto stroje jsou velmu efektivní s velmi krátkou dobou návratnosti investice.
Tisková jednotka
Skládá se z formového válce, na němž je umístěna elastická TF a tlakového válce s tuhým povrchem. Na TF je nanášena barva z barevníku pomocí aniloxového válce - jeho použítí:
Otevřený barevník
Barva je přenášena na anilinový válce pomocí brodícího válce. Množství barvy se reguluje přítlakem brodícího válce nebo změnou aniloxového válce (s jiným množstvím jamek).
Přímo ponořený v barvě
Přebytečná barve z jeho povrchu je stírána negativním tříčem. Nános barvy v tom případě regulují změnou aniloxového válce.
Problémem u těchto otevřených barevníků je odpařování těkavých složek barvy (ředidel) a zasychání barvy v jamkách aniloxového válce. Moderním systémem je tzv. komorový stěrač, který obsahuje pozitivní i negativní tříč a mezi nimi je komora, do níž se neustále doplňuje barva. Barva je sem přiváděna čerpadlem, přebytečná barva je odváděna pryč a znovu vedena do zásobníku barvy.
Typy flexotiskových strojů
Nejsnažší rozdělení podle šíře potiskovaného materiálu:
- Z úzkou šíří patří stroje pro výrobu samolepících etiket. Zpracovává se na nich materiál v šíři 25 - 50 cm.
- Příklad středně širokých se pohybuje kolem 1m, ale může být i dvojnásobná.
- Stroje pro tisk novin >2 m
Podle konstrukce
- Archové
- Kotoučové - satelitní
- Kotoučové - agregátové - horizontální a vertikální uspořádání
Kotoučové flexotiskové stroje
Mají jeden centrální tlakový válec o velkém průměru, který je dutý a temperovaný. Tiskové jednotky jsou umístěny kolem tohoto válce. Výhodou je velká přesnost soutisku a malý rozměr stroje
Archové flexotiskové stroje
Použití pro potisk neohebných materiálů, nejčastěji lepenek. Archy jsou z nakladače odebírány odspodu
Barvy
[Související: Flexotiskové barvy]
Související
Moderní polygrafie str. 215.